Обзор авторских техник получения оттиска. Часть 5
7 – 2009Николай Дубина [email protected]
(Продолжение. Начало см. в КомпьюАрт № 3-6’2009)
Продолжаем разговор об офорте.
Пунктирная манера (английская техника)
Материалы
Пластины из цинка, меди или мягкой стали толщиной от 1,5 до 3 мм.
Обезжиривающий состав. Растворитель (керосин или скипидар).
Твердый или жидкий лак (грунт).
Керосиновый или скипидарный факел. Как вариант — восковые или стеариновые свечи.
Травящий раствор.
Инструменты
Офортные иглы, пунсоны, пунсонный молоточек, граверный молоток, стипль, рулетки, шаберы, гладилки, шлифовальный и полировальный инструмент, кисть, валик, кюветы.
Краска
Офортная.
Бумага
Офортная.
Сущность пунктирной манеры заключается в том, что чистую полированную доску покрывают грунтом, на поверхность которого наносят контур рисунка, затем остро отточенной офортной иглой процарапывают грунт, едва задевая металл, после чего лак смывают и начинают создавать рисунок на доске системой крупных и мелких точек.
Томас Берк. Портрет Винсента Лунарди. Пунктирная манера. 1786 г.
В первом случае пользуются острыми пунсонами, имеющими вид стальных стержней, конусообразно отточенных с одного конца в виде ромба, треугольника, квадрата или округлой острой формы. Ударами граверного молотка по пунсону в том или ином месте гравируемого рисунка создают ряд углубленных точек на металлической доске.
Чем реже расположены и менее глубоко набиты эти точки, тем светлее будут на оттиске данные участки изображения, и, наоборот, они будут темнее благодаря интенсивным ударам молотка по пунсону и близкому расположению точек.
В случае комбинированного способа пунктирной манеры по загрунтованной доске работают рулетками, иглами и пунсонами. Затем травят на нужную глубину, смывают грунт и дорабатывают механическим способом.
Затем травят на нужную глубину, смывают грунт и дорабатывают механическим способом.
Процесс печатания с пунктирных досок происходит так же, как снятие оттиска с резцовой гравюры.
Принципиальное внешнее отличие этих разных видов гравирования состоит в том, что точка, нанесенная ударом пунсона, имеет вокруг себя легкий тон, мягкие контуры, потому что металл, вытесненный пунсоном, небольшим бугорком возвышается над поверхностью гравировальной доски. Этот бугорок слегка задерживает вокруг себя краску, которая мягко обрамляет при печати каждую точку.
Точка, созданная прорезанием металла стиплем, — это треугольник с одной ярко выраженной острой вершиной. Края этой точки четкие и ясные, потому что металл вынут из доски острым резцом и выбран в стружку.
Точка, полученная в результате травления, имеет ровную форму, точно передающую следы того инструмента, которым был прорезан грунт. Края этих точек резкие, ровные, по существу это манера травленого штриха, где штрих укорочен до размеров точки.
Несмотря на то что пунктирная манера не обладает особой силой награвированных тонов, она дала большое количество прекрасных гравюр, выполненных исключительно этим способом. Его же нередко применяли и как дополнение к другим манерам гравирования, в частности к резцовой гравюре.
Мягкий лак («срывной» лак)
Материалы
Пластины из цинка или меди толщиной от 1,5 до 3 мм.
Обезжиривающий состав. Растворитель (керосин или скипидар).
Мягкий лак (грунт). Простейший способ получения мягкого лака заключается в том, что надо взять твердый офортный грунт и добавить к нему равную долю нутряного бараньего сала. В старых руководствах встречается еще рецепт, по которому надо на три четверти твердого грунта добавить одну четверть свиного жира. Смесь подогревают с небольшим количеством скипидара, пока не получится гомогенная масса.
Травящий раствор.
Джованни Кастилльоне. Портрет мужчины в берете.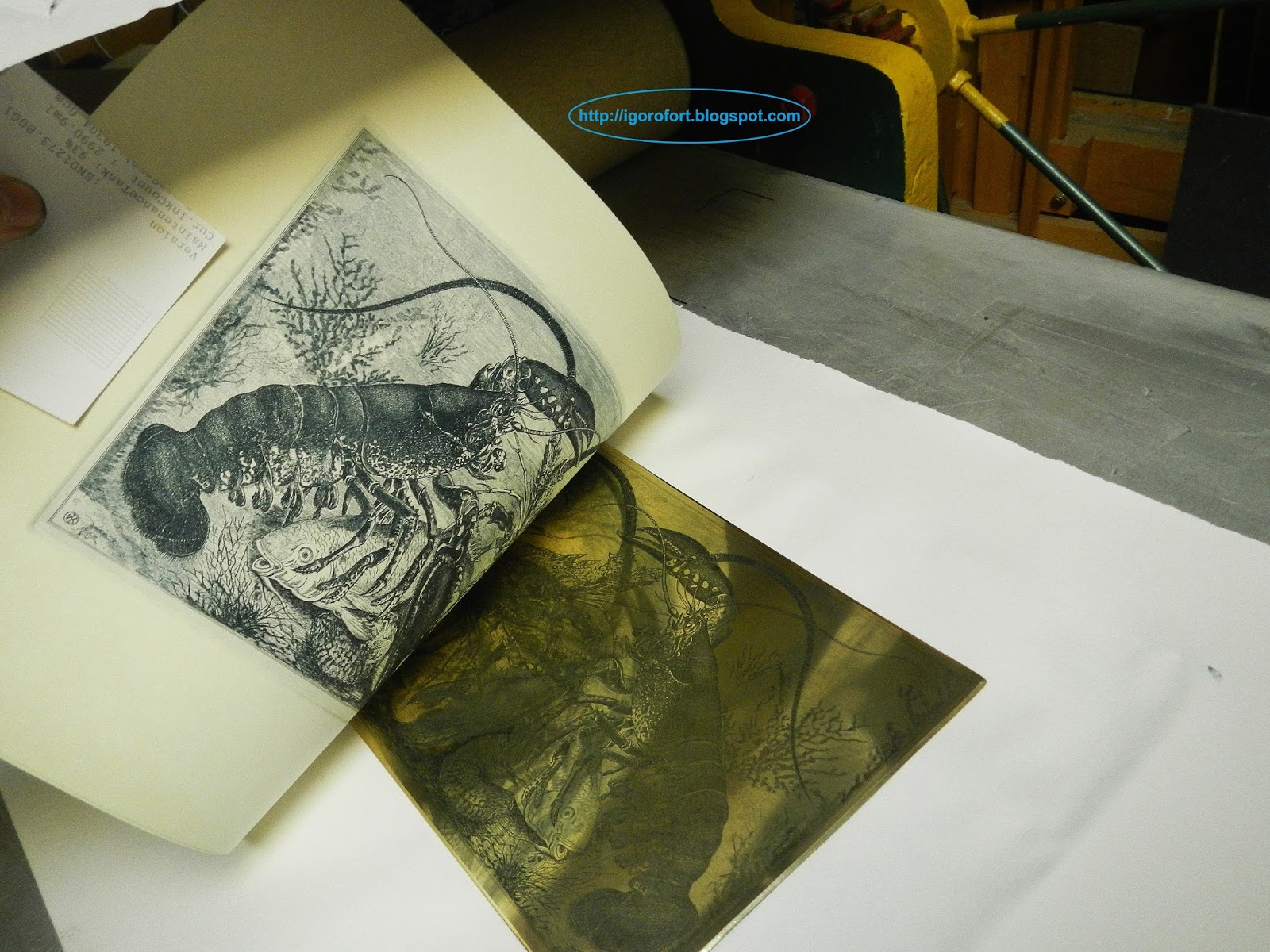 Мягкий лак. 1664 г.
Мягкий лак. 1664 г.
Инструменты
Карандаш или заостренная палочка, рулетки, шаберы, гладилки, шлифовальный и полировальный инструмент, тампон, валик, кюветы.
Краска
Офортная.
Бумага
Офортная.
Много общего с техникой классического иглового офорта имеет манера, которая называется «мягкий лак». Оттиск, снятый с такой доски, напоминает рисунок, исполненный карандашом.
Чистую доску, подготовленную как для обыкновенного офорта, слегка подогревают на плите, протирают скипидаром и грунтуют при помощи валика или тампона равномерным и тонким слоем одного из мягких лаков.
Нанесенный слой мягкого (или «срывного») лака после остывания не твердеет и, обладая липкостью, при малейшем прикосновении пальца отстает от полированной поверхности доски. При добавлении сала лак теряет свою прочность и твердость; именно на этих свойствах и основан метод гравирования данной манерой. В связи с этим грунтовать следует очень осторожно, чтобы не удалить уже нанесенный лак с доски.
На загрунтованную доску осторожно накладывают шероховатой стороной вниз лист тонкой фактурной бумаги, на которую предварительно наносят едва заметными линиями весь рисунок. Сорта гладких сатинированных, глазированных или меловых бумаг для этой цели не годятся. Лучше, если это будет тонкая бумага с ярко выраженной фактурной поверхностью. Также для этого можно использовать тонкий шелк. Края бумаги подворачивают и подклеивают к обратной стороне доски. Еще лучше, если подклеивается только верхний край, а остальные закрепляются кнопками к столу.
На этой бумаге рисуют твердым или мягким карандашом. В крайнем случае можно использовать деревянную палочку. Малейшее прикосновение карандаша к бумаге передается на грунт, который в прорисованных местах, благодаря своей липкости и эластичности, пристает к бумаге. В зависимости от более сильного или слабого нажима карандашом на бумагу на офорте получают зернистые штрихи соответствующей силы, ширины или глубины, напоминающие собой карандашный или угольный рисунок.
В зависимости от более сильного или слабого нажима карандашом на бумагу на офорте получают зернистые штрихи соответствующей силы, ширины или глубины, напоминающие собой карандашный или угольный рисунок.
Закончив работу карандашом, с доски осторожно снимают бумагу, которая поднимает за собой приставшие к ней части мягкого грунта. При этом лак срывается не всюду одинаково плотными слоями, а в полном соответствии со структурой зернистой бумаги и в зависимости от силы нажима карандашом.
После удаления бумаги изнанку доски и лишние штрихи тщательно закрывают жидким лаком и, когда лак полностью высохнет, офорт опускают в кювету с кислотой. Травить лучше всего в слабом растворе кислоты и за один прием. Время травления определяется по самым мелким штрихам, но лучше чуть недотравить, чем испортить доску.
Офорты, гравированные этим способом, отличаются от прочих видов тем, что характер их штрихов состоит из целого ряда мельчайших точек и рисок, аналогичных структуре шероховатой бумаги или ткани.
Карандашная манера
Материалы
Пластины из цинка (редко) или меди (обычно) толщиной от 1,5 до 3 мм.
Обезжиривающий состав. Растворитель (керосин или скипидар).
Твердый или жидкий лак (грунт).
Керосиновый или скипидарный факел. Как вариант — восковые или стеариновые свечи.
Травящий раствор.
Жиль Демарто. Игра с ребенком. Карандашная манера. 1740 г.
Инструменты
Офортные иглы, рулетки, матуар, проволочная щетка, гранильник, шаберы, гладилки, шлифовальный и полировальный инструмент, кисть, валик, кюветы.
Краска
Офортная.
Бумага
Офортная.
В данной комбинированной манере сочетаются приемы травления и механического гравирования. Особенность карандашной манеры, напоминающей собой фактуру карандаша на торшоне или рисунок, исполненный углем на обыкновенной шероховатой бумаге, сводится к следующему.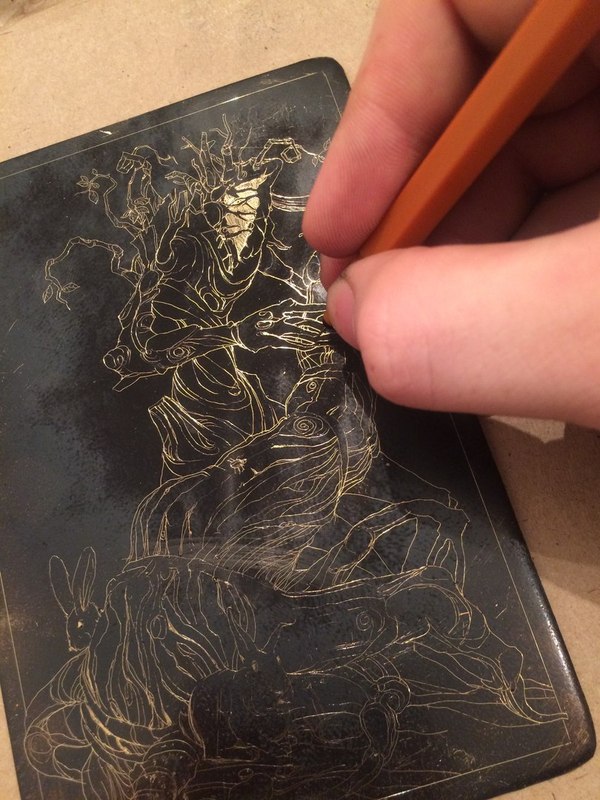 Доску, как и в предыдущих случаях, покрывают твердым грунтом, на который наносят контур рисунка, после чего заканчивают изображение, работая рулетками различных номеров и нарезок.
Доску, как и в предыдущих случаях, покрывают твердым грунтом, на который наносят контур рисунка, после чего заканчивают изображение, работая рулетками различных номеров и нарезок.
До гравирования рулеткой весь контур рисунка проходят на грунте острой иглой сначала до слабой видимости металла, но не повреждая его; затем все штрихи и светотеневые места прорабатывают рулетками. Таких рулеток обычно в распоряжении гравера находится пять-шесть видов с различными диаметром, шириной и рисунком насечки.
Прокатывая рулеткой по загрунтованной доске, получают следы в виде зернистых штрихов различной ширины. Вся система мелких точек, наведенных таким образом в виде штрихов, будет в дальнейшем углублена травлением.
После окончания гравирования доску подвергают травлению.
Законченную гравюру целесообразно до печатания осталить; в противном случае с такой доски можно снять очень незначительное количество хороших оттисков.
Акватинта
Материалы
Пластины из цинка, меди или стали толщиной от 1,5 до 3 мм.
Обезжиривающий состав. Растворитель (керосин или скипидар).
Асфальт, канифоль, спирт.
Жидкий лак.
Травящий раствор.
Франсиско Гойя. Капричос. Акватинта. 1799 г.
Инструменты
Акватинтный шкаф, проволочная щетка, гранильник, шаберы, гладилки, шлифовальный и полировальный инструмент, кисти, валик, кюветы.
Краска
Офортная.
Бумага
Офортная.
Слово «акватинта» образовано от латинского aqua — вода и итальянского tinta — цвет, что очень точно передает отличительную особенность этой манеры. Оттиск с гравюры, сделанной в манере акватинты, напоминает рисунок, выполненный водными красками — акварелью. Суть манеры, которая называется акватинтой, заключается в том, что офортная доска подвергается зернению путем напыления на поверхность металла тончайшего слоя порошка асфальта или канифоли, после чего доску травят в кислоте, достигая таким образом шероховатой поверхности, дающей в оттиске тональные градации самой разнообразной силы. Как вариант — припудривание доски выполняют после предварительного травления контура рисунка.
По светотеневым эффектам и оттискам акватинта напоминает способ меццо-тинто; разница между ними в том, что в первом случае мельчайшую зерненую поверхность на металле получают травлением, а во втором — чисто механическим способом, путем обработки всей доски зубчатым гранильником. Кроме, того, в акватинте процесс гравирования ведут от белого пятна к черному, при способе же меццо-тинто — наоборот: от черного к белому.
Однако задачи двух упомянутых способов по существу тождественны и сводятся к тому, чтобы, во-первых, заменить затемнение штрихами сплошными пятнами, а во-вторых — путем обработки шероховатой поверхности доски добиться по возможности передачи фактуры воспроизводимого оригинала, в том числе мазков масла, акварели и пр.
Зерненую поверхность доски можно получить различными способами.
Подготовленную доску запудривают канифольной пылью, а для получения более прочного зерна — смесью равных частей асфальта и канифоли. Наиболее известным является способ запудривания доски в специальном прямоугольном деревянном ящике (акватинтном шкафу) размером около 60x80x170 см, укрепленном на подставке и вращающемся вокруг своей оси, благодаря чему в ящике взмучивается асфальтная или канифольная пыль.
Наиболее известным является способ запудривания доски в специальном прямоугольном деревянном ящике (акватинтном шкафу) размером около 60x80x170 см, укрепленном на подставке и вращающемся вокруг своей оси, благодаря чему в ящике взмучивается асфальтная или канифольная пыль.
В ящик засыпают небольшое количество порошка асфальта или канифоли, закрывают дверцы и после нескольких вращательных движений останавливают его. Затем рекомендуется выждать минут 5-10, чтобы крупные частицы осели на дно. После этого ящик осторожно открывают и кладут в него на специальной деревянной решетке полированную и обезжиренную доску, которую оставляют в таком положении минут на 8-10, плотно закрыв дверцы.
Постепенно оседающая мелкая смолистая пыль покрывает равномерным беловатым слоем всю поверхность доски. Более крупнозернистую поверхность можно получить, если поместить доску в ящик сразу же после вращения.
После запыления решетку с доской осторожно вынимают из ящика.
Запыление доски канифолью может быть с успехом достигнуто и без ящика, путем просеивания канифоли через густое сито или полотняную ткань. Регулируя плотность ткани (сита), можно припудривать доску более или менее крупными частицами канифоли.
Регулируя плотность ткани (сита), можно припудривать доску более или менее крупными частицами канифоли.
После удачного запыления доску переносят для нагревания на газовую или электрическую плиту. Вместо плиты можно пользоваться также спиртовой и керосиновой лампой или свечой.
Нагревание доски должно быть очень равномерно. Для этого применяются различные рассекатели или металлические подставки.
Во время нагревания плиты или передвижения доски над пламенем в различных направлениях канифоль начинает постепенно плавиться; общая поверхность доски при этом тускнеет, а пылинки начинают выступать на офорте в виде мелких прозрачных и рельефных капель.
До травления закрывают сначала все блики, рефлексы и другие светлые места офорта.
Печатать акватинту надо на офортном станке при очень слабом давлении валов, используя при этом более жидкую офортную краску, чем для классического офорта.
Лавис (тушеваная гравюра)
Материалы
Пластины из цинка или меди толщиной от 1,5 до 3 мм.
Обезжиривающий состав. Растворитель (керосин или скипидар).
Асфальт, канифоль, спирт.
Жидкий лак.
Травящий раствор.
Аллан Рэндэлл Фрилон. Дорожные рабочие. Лавис. 1935 г.
Инструменты
Акватинтный шкаф, проволочная щетка, гранильник, шаберы, гладилки, шлифовальный и полировальный инструмент, кисти, валик, кюветы.
Краска
Офортная.
Бумага
Офортная.
Название этого метода гравирования происходит от французского lavis — рисовать акварелью, водой. Способом «лавис» можно выполнить гравюру, по своей манере напоминающую рисунок кистью. Лавис также является прекрасным средством тонирования офортов, выполненных в другой технике.
Манера лавис в старых техниках заключалась в следующем: на хорошо очищенную и обезжиренную доску наносят контур рисунка одним из вышеизложенных приемов гравирования, причем все светлые места офорта закрывают жидким лаком, предохраняя их этим от травления; затем крепкий состав азотной кислоты наносят на доску с помощью стеклянной кисти.
По истечении 2-3 минут кислоту смывают и доску просушивают феном. После этого закрывают тем же лаком все ранее вытравленные части рисунка, доску опускают для усиления слабо вытравленных мест в более крепкую кислоту и повторяют эту манипуляцию несколько раз, до получения различных по силе и глубине тона пятен.
При травлении этим способом на меди еще лучше пользоваться в качестве травящей жидкости раствором пятипроцентного хлорного железа. Для той же цели можно применять раствор ляписа с небольшим количеством гуммиарабика.
Недостаток старого способа заключается в том, что с выполненной им доски можно снять очень ограниченное количество хороших оттисков (20-30 экземпляров), так как во время печатания от набивания краской и давления печатного пресса гравюра быстро снашивается.
В современной технике лависа все происходит несколько по-иному. На подготовленную и обезжиренную доску наносится канифольная пыль и расплавляется, как в случае с акватинтой. Потом в стеклянной посуде разводится травящий раствор, состоящий из равных частей клея (декстрин или вишневая камедь), краски (гуашь любого темного цвета) и крепкой азотной кислоты.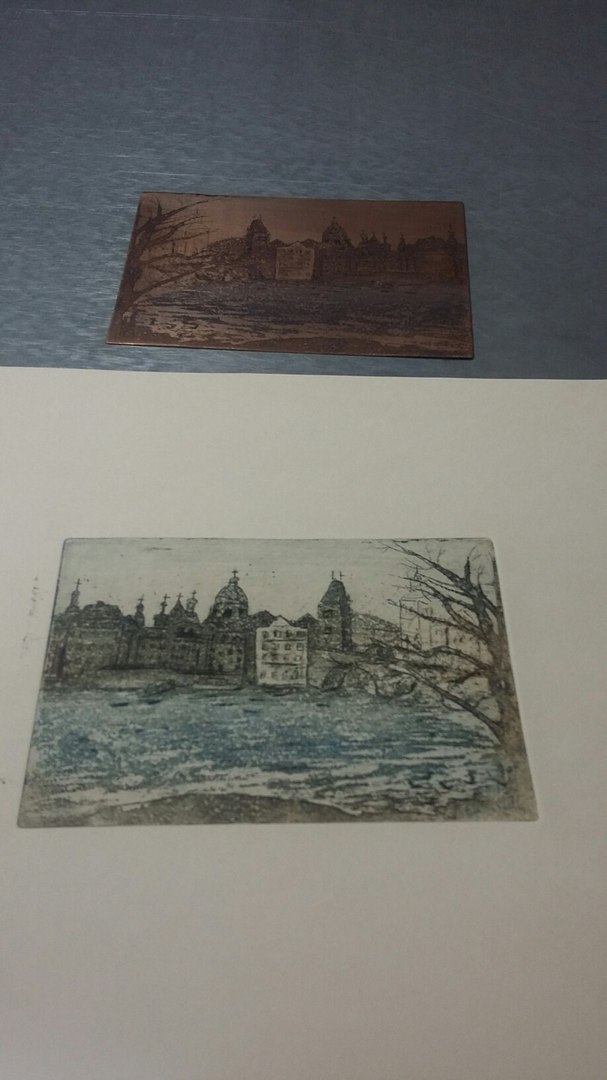 Клей и краску смешивают с небольшим количеством воды, куда осторожно добавляют кислоту. Все это смешивается и разбавляется до нужной густоты.
Клей и краску смешивают с небольшим количеством воды, куда осторожно добавляют кислоту. Все это смешивается и разбавляется до нужной густоты.
Самые светлые места на рисунке заранее закрываются от травления жидким лаком.
Пользуясь кистями из стекловолокна, приготовленным травящим раствором рисуют по подготовленной доске, как акварелью. Рисование свободное, без необходимости выкрывания кислотоупорным лаком, что исключает появление на оттиске жестких границ у тоновых пятен. Краска, входящая в травящий раствор, помогает контролировать силу мазков и соответственно силу травления в данном месте. Чем гуще положен мазок, тем сильнее идет под ним травление. Реакция длится не более двух-трех минут, после чего доска промывается под проточной водой и просушивается.
После окончания травления доска промывается в проточной воде, канифоль тщательно смывается спиртом или ацетоном.
Печатается лавис так же, как и акватинта.
Данная манера интересна как в качестве самостоятельной техники, так и в сочетании с сухой иглой.
Резерваж (техника поднятого грунта)
Материалы
Пластины из цинка или меди толщиной от 1,5 до 3 мм.
Обезжиривающий состав. Растворитель (керосин или скипидар).
Асфальт, канифоль, спирт.
Жидкий лак.
Травящий раствор.
Инструменты
Акватинтный шкаф, проволочная щетка, гранильник, шаберы, гладилки, шлифовальный и полировальный инструмент, кисти, гусиное или тростниковое перо, валик, кюветы.
Краска
Офортная.
Бумага
Офортная.
Манера резерважа позволяет рисовать пером или кистью непосредственно на металлической доске, в результате чего после травления получают гравюру, напоминающую легкий перовой набросок или рисунок кистью. В зависимости от того, каким инструментом наносится на поверхность гравировальной доски легкорастворимая в воде краска, различают две разновидности резерважа — резерваж-кисть и резерваж-перо.
Оттиск, полученный с формы «резерваж-кисть», напоминает рисунок кистью, только мазки на нем равномерного тона, без растяжек, с ровными, ясно очерченными краями. Если рисование кистью осуществлялось на слабо обезжиренной доске, то края мазков приобретают неровную, брызгообразную форму. Скатанная краска на границах мазков дает характерный силуэт, который некоторые художники используют как своеобразную графическую фактуру. Этот прием также характеризует оттиск как гравюру, выполненную в манере «резерваж-кисть». Широкие мазки кистью обнажают достаточно большое поле чистого металла, на котором при печати не будет удерживаться краска. Поэтому для удержания краски данные участки чистого металла в границах широкого мазка припудривают, как акватинту, используя выразительную фактуру расплавленной канифоли. Поэтому внутри широкого мазка видна графическая фактура акватинты. Это также является одной из характерных особенностей гравюры, выполненной в манере «резерваж-кисть».
Если рисование кистью осуществлялось на слабо обезжиренной доске, то края мазков приобретают неровную, брызгообразную форму. Скатанная краска на границах мазков дает характерный силуэт, который некоторые художники используют как своеобразную графическую фактуру. Этот прием также характеризует оттиск как гравюру, выполненную в манере «резерваж-кисть». Широкие мазки кистью обнажают достаточно большое поле чистого металла, на котором при печати не будет удерживаться краска. Поэтому для удержания краски данные участки чистого металла в границах широкого мазка припудривают, как акватинту, используя выразительную фактуру расплавленной канифоли. Поэтому внутри широкого мазка видна графическая фактура акватинты. Это также является одной из характерных особенностей гравюры, выполненной в манере «резерваж-кисть».
Оттиск, полученный с печатной формы «резерваж-перо», отличается от гравюры «резерваж-кисть» тем, что характер штрихов на протравленном металле точно сохраняет выразительные особенности рисунка металлическим или птичьим пером. Технологический процесс (выкрывание, смывание и травление) аналогичен процессу манеры «резерваж-кисть», с той только разницей, что нет необходимости использовать приемы акватинты, так как рисунок пером не обнажает большие поверхности чистого металла.
Технологический процесс (выкрывание, смывание и травление) аналогичен процессу манеры «резерваж-кисть», с той только разницей, что нет необходимости использовать приемы акватинты, так как рисунок пером не обнажает большие поверхности чистого металла.
Манера «резерваж-перо» отличается от травленого штриха тем, что характер рисунка гравированной иглой совершенно противоположен характеру рисунка пером. Офортная игла, оставляя след одинаковой толщины на черной поверхности кислотоупорного слоя, создает рисунок белым по темному (в процессе гравирования). А перо рисует черной краской по белой обезжиренной поверхности металла, создавая живой, выразительный рисунок на гравировальной доске в том виде, в каком он будет отпечатан на бумаге.
Итак, на предварительно подготовленную и обезжиренную с помощью раствора соды доску наносят рисунок обыкновенным пером или колонковой кистью, пользуясь для этой цели чернилами следующего рецепта: сахар — 5 вес. ч., гуммиарабик (декстрин или вишневая камедь) — 4 вес. ч., ламповая копоть (или другой черный сухой пигмент) — 2 вес. ч.
ч., ламповая копоть (или другой черный сухой пигмент) — 2 вес. ч.
Этот состав растворяют в теплой воде до густоты сметаны, а во время работы дополнительно разбавляют водой до такой степени, чтобы чернила легко и быстро сходили с пера или кисти на доску.
После нанесения и просушки рисунка доску помещают на теплую плиту и грунтуют с помощью валика тонким и равномерным слоем жидкого лака. При этом, как правило, надо проследить, чтобы рисунок на доске нигде не был задет или случайно сорван.
Когда грунт остынет, подготовленную доску кладут лицевой стороной вверх в кювету с водой и оставляют на полтора-два часа.
В прорисованных чернилами местах вода слегка разрыхляет грунтовку, рисунок набухает и удаляется с доски при помощи мягкой кисти или кусочка чистой ваты, обнажая в соответствующих местах металл.
После просушки изнанку доски закрывают жидким лаком и приступают к травлению обычным способом.
Печать в данной манере производится так же, как и в классическом травленом штрихе.
Серный цвет (серное молоко)
Материалы
Пластины меди толщиной от 1,5 до 3 мм.
Обезжиривающий состав. Растворитель (керосин или скипидар).
Жидкий лак.
Травящий раствор.
Инструменты
Гранильник, шаберы, гладилки, шлифовальный и полировальный инструмент, кисти, гусиное или тростниковое перо, валик, кюветы.
Краска
Офортная.
Бумага
Офортная.
Данный способ применяется в качестве дополнения к травленому штриху или акватинте. В некоторых случаях им пользуются и как самостоятельным приемом.
Прежде всего следует приготовить так называемое серное молоко. Для этой цели берут светлый порошок серы и с помощью шпателя растирают его на оливковом масле на гладкой мраморной или стеклянной плите. Состав серной массы хорошо разминают до густоты сметаны.
Отшлифованную доску основательно полируют и очищают от жирных и других грязных пятен скипидаром или спиртом. Для более энергичного действия серного цвета на металл поверхность доски дополнительно промывают 2-3% составом соляной кислоты, которую через 1-2 минуты быстро смывают водой. После просушки доска готова к работе.
Если в рисунке, подлежащем травлению, необходимо получить блики или другие светлые пятна, то эти планы до нанесения серного цвета на доску закрывают при помощи мягкой кисти 20%-ным раствором жидкого гуммиарабика или вишневой камеди, стертого с цинковыми белилами, прибавляя к составу для пластичности несколько капель глицерина. После просушки раствора гуммиарабика можно наносить серный цвет на гравируемую доску. Чтобы предохранить блики и другие светлые места на рисунке от протравы, можно также пользоваться составом шеллака, растворенного в спирте, или же простым столярным клеем средней густоты. После травления указанные составы смывают с доски спиртом.
Серным цветом тонируют доску наложением в соответствующих местах толстого или тонкого слоя серной массы.
В первом случае глубина вытравленного тона на металле будет гуще и сильнее, во втором — нежнее и мягче.
Закончив травление, мазки серного цвета, почерневшие и имеющие вид засохшей корки, удаляют оливковым маслом; затем следы масла смывают скипидаром или бензином, доску хорошо протирают мягкой чистой тряпочкой, нагревают на плите, набивают краской и снимают пробный оттиск на офортном станке.
Серный цвет имеет свойство разъедать металл, образуя в протравленных местах шероховатые пятна, в силу чего полированная поверхность доски после удаления серного цвета принимает матовый вид. Здесь краска задерживается так же, как в штрихах и акватинте, что дает на оттиске определенный тон.
Неудобство пользования серной пастой заключается в том, что совершенно невозможно установить точное время травления, необходимое для получения какой-либо определенной силы тона, так как оно зависит от многих обстоятельств: продолжительности травления, густоты и плотности серного слоя и т.п.
КомпьюАрт 7’2009
Обзор авторских техник получения оттиска. Часть 3
5 – 2009Николай Дубина
info@prodtp. ru
ru
Продолжение. Начало см. в КомпьюАрт № 3 и 4’2009.
Глубокая печать
В данном случае для изготовления печатной формы используются цинковые, медные, латунные или стальные пластины, поверхность которых после тщательного полирования гравируется различными химическими или механическими способами с помощью разных инструментов. Рисунок будущей гравюры создается углублениями в виде комбинаций штрихов, точек или борозд, прорезанных, протравленных или процарапанных (с целью приподнимания заусенцев) по металлу. В эти углубления набивается офортная краска, которая затем оттискивается на увлажненную бумагу при прокатывании печатной формы между валами офортного станка.
В зависимости от того, каким способом наносится углубленный рисунок на поверхность гравировальной доски, определились основные разновидности глубокой гравюры. К ним следует отнести гравюры, выполненные с печатных досок, гравированных механическим способом, без использования процесса травления. Это резцовая гравюра, меццо-тинто, гравюра сухой иглой, частично пунктирная и карандашная манеры. Посредством процесса травления создаются гравюры в следующих манерах: травленый штрих, акватинта, резерваж, лавис, мягкий лак, в отдельных случаях карандашная и пунктирная манеры, в которых сочетаются приемы кислотного и механического гравирования.
Это резцовая гравюра, меццо-тинто, гравюра сухой иглой, частично пунктирная и карандашная манеры. Посредством процесса травления создаются гравюры в следующих манерах: травленый штрих, акватинта, резерваж, лавис, мягкий лак, в отдельных случаях карандашная и пунктирная манеры, в которых сочетаются приемы кислотного и механического гравирования.
Все эти манеры (разновидности) глубокой печати, каждая по отдельности или в сочетании друг с другом, могут быть использованы при создании цветной углубленной гравюры с одной или с нескольких досок.
Для гравюры глубокой печати характерно то, что, в отличие от ксилографии и линогравюры, художник здесь фактически рисует черным штрихом по белому фону.
Резцовая (металлическая) гравюра
Некоторые исследователи относят первые датированные листы, выполненные в технике углубленной гравюры на меди, к 1446 году. А вот известный историк искусства этого времени Вазари в своей знаменитой книге «Le vite de piu excellenti pittori, scultori, ed architetti. ..», вышедшей первым изданием в 1550 году, рассказывает, что гравюра на меди была изобретена итальянскими ювелирами, изготовлявшими ниелли (ювелирные изделия с чернетью), на которые набивались углубления в виде линий, точек и пр., составлявшие черные узоры на блестящей поверхности металла. Будто бы один ниеллятор из Флоренции, Мазо Финигуэрра (около 1460 года), однажды приготовил таким образом какую-то ниелль, а женщина, неся в это время стиранное и еще мокрое белье, положила его на стол, где находилась ниелль, и — о чудо! — еще не высохшая чернеть с ниелли перешла на белье и отпечаталась там в виде картинки. Финигуэрра повторил опыт, затем попробовал сделать оттиски на бумаге, и таким образом была изобретена углубленная гравюра на меди.
..», вышедшей первым изданием в 1550 году, рассказывает, что гравюра на меди была изобретена итальянскими ювелирами, изготовлявшими ниелли (ювелирные изделия с чернетью), на которые набивались углубления в виде линий, точек и пр., составлявшие черные узоры на блестящей поверхности металла. Будто бы один ниеллятор из Флоренции, Мазо Финигуэрра (около 1460 года), однажды приготовил таким образом какую-то ниелль, а женщина, неся в это время стиранное и еще мокрое белье, положила его на стол, где находилась ниелль, и — о чудо! — еще не высохшая чернеть с ниелли перешла на белье и отпечаталась там в виде картинки. Финигуэрра повторил опыт, затем попробовал сделать оттиски на бумаге, и таким образом была изобретена углубленная гравюра на меди.
Эта, вероятно, сказка Вазари — большого любителя басен, выдаваемых им за правду, — ценна для нас, поскольку объясняет технику изготовления гравюры на меди: для этого берется тонкая медная пластинка, гладкая и хорошо отполированная, и на ней грабштихелем (инструментом из стали со срезанным наискось острым концом) или иглой режется рисунок, углубленный по отношению к поверхности пластинки. Чтобы легче было работать, гравер обычно покрывает медную доску сажей, и тогда вырезаемые им линии блестят, отчетливо и резко выделяясь на темной поверхности доски. Когда работа подходит к концу и весь рисунок награвирован, гравер, очистив от сажи медную доску, покрывает ее краской, заботясь о том, чтобы все вырезанные им углубленные линии сплошь заполнились краской. Затем краска удаляется со всей гладкой поверхности доски и остается только в углублениях. Сильным натиском на особом станке к медной пластинке прижимается влажный лист бумаги — в результате получается пробный оттиск (эстамп) гравюры. Гравер видит на оттиске недостатки работы и продолжает гравирование на доске, затем снова делает пробный оттиск и т.д., пока не будет окончательно удовлетворен. Тогда начинается печатание, довольно затрудненное, во-первых, тем, что каждый раз приходится очищать доску от краски, наблюдая за тем, чтобы не очистить от нее и вырезанные углубления, а во-вторых, необходимостью очень сильно прижимать бумагу к медной доске, чтобы краска из углублений впиталась в нее.
Чтобы легче было работать, гравер обычно покрывает медную доску сажей, и тогда вырезаемые им линии блестят, отчетливо и резко выделяясь на темной поверхности доски. Когда работа подходит к концу и весь рисунок награвирован, гравер, очистив от сажи медную доску, покрывает ее краской, заботясь о том, чтобы все вырезанные им углубленные линии сплошь заполнились краской. Затем краска удаляется со всей гладкой поверхности доски и остается только в углублениях. Сильным натиском на особом станке к медной пластинке прижимается влажный лист бумаги — в результате получается пробный оттиск (эстамп) гравюры. Гравер видит на оттиске недостатки работы и продолжает гравирование на доске, затем снова делает пробный оттиск и т.д., пока не будет окончательно удовлетворен. Тогда начинается печатание, довольно затрудненное, во-первых, тем, что каждый раз приходится очищать доску от краски, наблюдая за тем, чтобы не очистить от нее и вырезанные углубления, а во-вторых, необходимостью очень сильно прижимать бумагу к медной доске, чтобы краска из углублений впиталась в нее. Обычно для печатания с медных гравюр пользуются не обычными типографскими прессами и машинами, а прокатным станком, в котором медная доска с краской в углублениях, покрытая листом бумаги и сверху сукном, прокатывается между двумя валами под давлением.
Обычно для печатания с медных гравюр пользуются не обычными типографскими прессами и машинами, а прокатным станком, в котором медная доска с краской в углублениях, покрытая листом бумаги и сверху сукном, прокатывается между двумя валами под давлением.
Печатная форма резцовой гравюры. Портрет Уолта Уитмена. 1860 г.
Иногда граверы на пробных оттисках вырезают «ремарки» — маленькие рисунки где-нибудь сбоку гравюры, «проба руки» гравера. Собиратели гравюр и библиофилы усердно ищут пробные оттиски, так как по ним можно проследить процесс творчества гравера, сопряженный с массой проблем и требующий большой опытности, твердой руки и верности глаза художника, так как в случае малейшего уклона его руки, держащей грабштихель, в рисунок вносится ошибка, которую исправить очень трудно; иногда из-за такой ошибки пропадает результат труда нескольких месяцев, даже годов (в больших по величине композициях). Первые оттиски хороши иногда и тем, что на них отпечатываются заусенцы (барбы), остающиеся при вырезании линий на поверхности медной доски, которые придают отпечатку бархатистость, украшающую гравюру.
Первая книга, иллюстрированная таким способом, появилась во Флоренции, в печатне Никколо ди Лоренцо, 10 сентября 1477 года. Это сочинение «Святая гора Божия» (“Еl monte sancto di Dio”) Антонио (Беттини) да Сиена, в котором помещены всего три гравюры, отпечатанные с медных досок. Рисунки для этих гравюр приписывают знаменитому художнику Сандро Боттичелли, а гравировку — мнимому ученику Финигуэрры, Баччио Бальдини.
МатериалГравировать можно на стали, меди, цинке, алюминии, олове, свинце и на их сплавах: бронзе, латуни, дюралюминии, гарте и мельхиоре. Все перечисленные металлы и сплавы имеют различную твердость и вязкость. Поэтому какие-то из них гравируются лучше и легче, другие — хуже и с большим трудом. На поверхности одних материалов резец оставляет четкие, углубленные следы, на других края гравированных линий получаются менее ровными, с острыми заусенцами. По-разному отзывается на гравирование один и тот же металл, но различных марок. Всё это необходимо учитывать при выборе материала для гравирования, особенно на первой стадии овладения приемами гравировки. Хорошо гравируется мягкий металл, имеющий низкую вязкость. Например, дюралюминий гравируется лучше, чем мягкий, но вязкий алюминий.
При всем богатстве выбора для создания гравюр обычно рекомендуют медь, цинк и сталь. Причем чем чище будет металл, тем лучше — игла или штихель ровнее режет поверхность, а при травлении штрихи выходят более четкими.
Лучшим материалом считается медь. Большое значение имеет плотность и однородность структуры металла. Лучшими медными досками для гравюр являются не вальцованные, а кованные молотком или изготовленные осаждением путем электролиза.
Если есть возможность, то оптимальным будет использование готовой прокованной или прокатанной красной меди или цинка в листах от 1,5 до 3 мм, а также прокатной стали мягких сортов толщиной от 1,5 до 2,5 мм. Медь бывает вязкой и хрупкой. Для гравюры резцом лучше всего использовать хрупкую медь. Для меццо-тинто применяют исключительно вязкую медь. Для офорта вид меди большого значения не имеет. Цинк можно найти в виде офсетных пластин, но использовать в офорте его не рекомендуется. Такие пластины довольно тонкие, и их легко прожечь при травлении.
Подготовка таких листов металла заключается в обрезании их по размеру будущей формы, если требуется, выполняется их планирование и выравнивание с помощью киянки или металлического молотка для удаления царапин и бугорков, закругление острых углов широким плоским напильником, чтобы форма не порвала бумагу и сукно в офортном станке. Поверхность металла, предназначенного для нанесения гравировки, тщательно зачищают наждачной бумагой до полного исчезновения мельчайших царапин. Затем металл полируют пастой ГОИ. Пасту или окись хрома наносят на кожаный ремень и натирают доску до появления интенсивного блеска. Исключением является только тот случай, когда художественным замыслом не предусмотрен легкий тон на бумаге от необработанной формы.
ИнструментыРезцы, пунсоны, рулетки, матуар.
Резцовое гравирование — это механический способ получения углубленного рисунка. Резец, которым выполняется гравировка, должен быть гораздо прочнее и тверже обрабатываемого металла.
КраскаОфортная.
БумагаОфортная.
Перевод рисунка на металлЕсли рисунок достаточно простой, его можно сразу нарисовать на поверхности металла карандашом «Стеклограф» или черной тушью. В процессе рисования неудачные места легко стираются тряпкой. Когда линии рисунка будут найдены окончательно, их процарапывают офортной иглой (стальной иглой, укрепленной на деревянной ручке). Чтобы процарапанный рисунок был более заметным, в его линии втирают темно-коричневую или черную масляную краску. Рисунок, выполненный тушью, можно закрепить тонким слоем прозрачного быстросохнущего лака.
Также награвированный на грунте рисунок можно легко протравить, что послужит хорошим ориентиром для работы резцом.
Приемы гравирования резцомВ наше время углубленный рисунок на различных материалах можно очень быстро получить с помощью химического травления или гравировального аппарата. Но эти высокопроизводительные способы все же не смогли вытеснить ручное резцовое гравирование. Это объясняется прежде всего тем, что гравировка, выполненная с помощью металлических резцов, отличается красотой и четкостью штрихов, а также особой теплотой, которая свойственна только рукотворным изделиям.
При гравировании доску кладут на кожаную подушку, набитую песком, или на вращающуюся доску, укрепленную на столе. Прежде чем приступить к гравировке, надо научиться правильно держать резец в руке.
Мэри, королева Шотландии (фрагмент). Александер Хей Ритчи Резцовая гравюра. 1852 г.
При проведении прямых штрихов на больших плоских деталях указательный палец должен находиться на аншлифе у кончика клинка, а при гравировании небольших и объемных деталей палец располагают сбоку. Большой палец поддерживает клинок с противоположной грани. Мизинец, средний и безымянный пальцы удерживают рукоятку клинка в ладони. Левой рукой придерживают тиски или деревянную колодку с закрепленной на ней доской, прижимая их в нужном положении к подушке или манжете. Указательный палец направляет резец и регулирует глубину порезки. Резец во время гравирования во всех случаях должен быть направлен только от себя. При гравировании закругленных линий левой рукой поворачивают доску навстречу ходу резца. Пальцы левой руки, удерживающие заготовку, нужно располагать так, чтобы в случае возможного срыва резца они не оказались на его пути. Чтобы зрение не напрягалось, изделие и руки с инструментом должны быть хорошо освещены. Применение увеличительного стекла уменьшает напряжение зрения, особенно при выполнении мелких работ.
Установленный на поверхности металла резец продвигайте вдоль линий рисунка как бы короткими шажками. При этом большой палец должен упираться в металл и как бы сдерживать, смягчать слишком резкое движение резца. Упирающийся в доску большой палец служит также опорой резца при проведении закругленных линий подобно ножке циркуля. Гравируя всевозможные кривые линии, изделие поворачивают навстречу движению резца, не меняя его положение в руке. Снимающий стружку резец должен продвигаться без особого напряжения.
Стальной штихель с усилием преодолевает сопротивление металлической пластины. Экономия усилий заставляет гравера стремиться к строжайшей дисциплине штриховки. Из-за физического напряжения мастера при работе рисунок резцовой гравюры отличается аккуратностью, законченностью и скульптурной проработкой форм.
ПечатаниеГотовую краску для оттиска наносят на доску круглой щетинной кистью, но лучше использовать тампон.
Слегка подогрев доску, тампоном набирают приготовленную краску и с силой вдавливают ее в углубления рисунка на доске, внимательно следя за тем, чтобы размягченная от тепла краска плотно заполняла штрихи на всю их глубину. Лишнюю краску сначала снимают с доски кусочком картона, поставив его на ребро, а потом поверхность протирают накрахмаленной марлей, после чего легко поглаживают ладонью, натертой порошком мела.
Когда доска будет окончательно подготовлена, на доску пресса (талер) помещают ровный лист цинка толщиной не более 1 мм. На нем карандашом обводят положение доски и листа бумаги. Подогретую доску (печатную форму) кладут на талер лицевой стороной вверх, а на нее помещают увлажненный лист бумаги лицевой стороной к награвированной поверхности доски. Доску и бумагу накрывают плотным сукном или войлоком, что обеспечивает мягкий натиск на доску, а кроме того, сукно или войлок впитывает в себя излишнюю влагу из бумаги. Вертикальными винтами устанавливают необходимое давление и начинают плавно, не останавливаясь, вращать маховое колесо, пропуская между валами талер вместе с лежащими на нем доской, бумагой и сукном. Маховик останавливают, как только печатная форма и бумага полностью выйдут из-под верхнего вала на противоположный конец станка. Когда гравюра пройдет под валом, приподнимают сукно, осторожно и медленно снимают бумагу. После каждого очередного оттиска печатную форму набивают краской, вал и талер протирают мягкой тряпкой, смоченной в ацетоне.
Готовые сырые оттиски снимают, просушивают и прикрывают с лицевой стороны тонкой прокладочной бумагой. Оттиски укладывают в стопку между листами сухого картона, а сверху кладут груз. По окончании печати доски нужно тщательно промыть керосином или скипидаром, чтобы краска не оставалась в штрихах, насухо вытереть и обернуть в плотную бумагу. При длительном хранении лицевую сторону досок грунтуют лаком или воском.
Резцовую гравюру следует печатать тонкотертой и не слишком густой краской. Процессы печати остаются такими же, как в травленом штрихе. Необходимо лишь очень тщательно вытирать доску. Затяжки, как правило, не применяются, так как резцовая гравюра славится чистотой штриха и прозрачным тоном всего оттиска.
Сухая (холодная) игла
МатериалМедные или цинковые пластины, которые подготавливаются так же, как для резцовой гравюры.
ИнструментыСтальные иглы, алмазные резцы, резец-«плужок».
КраскаОфортная.
БумагаОфортная.
Приемы гравирования
Во многих руководствах и справочниках техника сухой иглы рассматривается как манера офорта. Однако это не совсем верно: исторически она возникла задолго до изобретения офорта и использовалась в качестве вспомогательного приема в резцовой гравюре, когда надо было сделать особо тонкие элементы рисунка. Но, в отличие от последней, в самостоятельной технике сухой иглы металл, поднимаемый иглами при прорезании углубленных штрихов, образует заусенцы, благодаря которым штрихи на оттиске имеют особый бархатистый оттенок.
В саду. Жак Виллон. Сухая игла. 1908 г.
Гравирование в технике сухой иглы не связано с травлением и производится острыми стальными иглами непосредственно на металле.
Полированный лист цинка, меди и, реже, стали гравируется стальными иглами разного сечения. Задача гравера — создать на поверхности гравируемой доски углубленные борозды с поднятыми заусенцами-барбами. Эти барбы вместе со штрихами, процарапанными иглами, забиваются офортной краской и при вытирании задерживают нужное количество краски для последующего оттиска. При печати краска переходит на бумагу как из штрихов, так и с поверхности доски, около приподнятого заусенца, придавая оттиску необычайную сочность и бархатистость. Оттиск с формы, сделанной в технике сухой иглы, легко узнаваем — штрихи энергичные, прямые и угловатые.
Создание печатной формы в этой технике требует определенных физических усилий, крепкой, твердой и уверенной руки; все названные качества находят свое отражение в стилистике сухой иглы, фиксирующей эту мощную энергетику. Гравюры, созданные методом сухой иглы, именно этим резко выделяются на фоне остальных произведений, созданных в другой манере глубокой печати. В процессе гравирования характер штриха, приемы использования острой иглы приближаются к приемам рисунка пером. Гравюра сухой иглой по своей графической фактуре всегда ближе к натурному рисунку. В каждой ее линии ощущается рука гравера, моделирующего штрих едва заметным изменением нажима на инструмент. Чем сильнее нажим инструмента, тем глубже прорезается борозда в металле и тем сочнее и чернее будет штрих в печати.
Очень часто техника сухой иглы применяется в сочетании с другими манерами. Особенно красиво и органично сочетание сухой иглы с акватинтой и лависом. В этом случае важно применять сухую иглу в последнюю очередь — ею исправляют и дополняют изображение, потому что на выпуклые заусенцы невозможно нанести слой кислотоупорного лака, а значит, всегда есть вероятность их уничтожения кислотой в процессе последующего травления.
Печатание с досок, гравированных сухой иглой, требует большого опыта, художественного чутья и особой осторожности.
Тираж гравюры сухой иглы на меди не превышает 40-50 качественных оттисков, а на цинке едва достигает 15-20 экземпляров. Это происходит из-за того, что после печати заусенцы (барбы), столь характерные для данной манеры гравирования, под давлением печатного цилиндра легко и быстро заминаются и дальнейшие оттиски отличаются от первых серым тоном и сухостью. Этот недостаток устраняется «осталиванием» гравированных досок, закрепляющим барбы в их первоначальном состоянии путем гальванического наращивания тонкого слоя стали или хрома.
Гравирование на пластике (оргстекле)
Разновидностью техники сухой иглы на металле является гравирование на пластике. Пластик, как гибкий и пластичный материал, иногда заменяет металлические доски и обрабатывается так же — иглой и резцом.
Материал
В качестве основы берется оргстекло, эбонит или текстолит.
Органическое стекло (плексиглас) представляет собой полимеризованный метиловый эфир метакриловой кислоты (полиметилметакрилат). Он отличается прозрачностью, не изменяющейся со временем, бесцветностью, морозостойкостью, высокими механическими свойствами, устойчивостью к действию бензина и масел. Недостатками его являются сравнительно низкая теплостойкость (размягчается при нагреве до 85 °С) и невысокая поверхностная прочность.
Выпускают органическое стекло в виде листового материала (толщина листов от 0,8 до 30 мм), который легко поддается всем видам механического и ручного гравирования и хорошо склеивается.
Эбонит — материал черного или темно-коричневого цвета, представляет собой продукт вулканизации каучука большим количеством серы. Хорошо поддается механическому и ручному гравированию. Выпускается в листах размером 1000 Ѕ500 мм и толщиной от 0,5 до 32 мм.
Текстолит — это слоистый пластик, который получают путем горячего прессования листов ткани (бязи, миткаля и др.), пропитанных резольной бакелитовой смолой. Для гравирования он малопригоден из-за образования ворса. Но вполне допустим, если следы от ворса на оттиске предусмотрены художественным замыслом. Листовой текстолит из шифона легко поддается обработке (шифон — тонкая шелковистая хлопчатобумажная ткань полотняного переплетения повышенной плотности). Толщина выпускаемых листов текстолита — от 0,5 до 70 мм.
Приемы гравирования
По размеру оригинала отрезают кусок пластика, края пластины отпиливают пологим фацетом и закругляют напильником.
Для более четкой видимости гравируемого рисунка пластину грунтуют тонким слоем белой или черной гуаши (кому как удобнее), на который наносят рисунок; затем остро отточенной иглой прорабатывают изображение предварительно в виде легкого наброска, а в процессе работы постепенно углубляют соответствующие места гравюры.
Для более точного определения глубины награвированных штрихов в процессе работы пластину время от времени затирают жирной литографской краской.
При гравировании на поверхности пластиковой пластины образуются по двум сторонам углубленного штриха приподнятые стружки (барбы), которые, в зависимости от художественного замысла, можно оставить или удалить с гравюры остро отточенным шабером.
После гравирования законченную пластину тщательно промывают спиртом и, не подогревая, набивают краской. Затем снимают оттиск на офортном печатном станке.
Меццо-тинто (черная манера, английская гравюра)
Меццо-тинто (от итал. mezzo — средний и tinto — окрашенный, тонированный) — техника механического гравирования на металле, которая отличается от других техник и манер глубокой печати тем, что гравирование производится не путем создания углубленных штрихов на гладкой поверхности доски, а выглаживанием светлых мест на зернистой фактуре доски, дающей при печати сплошной черный тон. То есть если в остальных техниках гравирование ведется по отполированной доске, то в меццо-тинто, наоборот, выглаживаются и отполировываются элементы рисунка на тщательно зазерненной поверхности. В силу того что гладилки создают мягкие переходы тона без резких границ, получившееся изображение имеет живописный вид с плавными линиями и переходами.
Такая техника сама по себе очень удобна, потому что в любое время без пробного оттиска позволяет граверу видеть работу в естественном виде: места, которые будут на оттиске черными, кажутся темными и в самой пластине, а светлые места проступают сильнее там, где их больше выглаживают.
Материал
Медные пластины. При этом чем более вязкая медь, тем лучше.
Инструменты
Качалки (гранильники), рулеты, шаберы, гладилки разного размера.
Краска
Масляная или литографская — как вспомогательное средство во время работы. Офортная для окончательного печатания.
Бумага
Офортная.
Приемы гравирования
Как упоминалось ранее, для работы берется плотная прокованная пластина вязкой меди. Она тщательно шлифуется и зернится с помощью качалки.
Качалка ставится на доску лицевой стороной вперед с легким наклоном на себя. Равномерно раскачивая инструмент и надавливая на него, подают вперед. Так проходят всю доску много раз в разных направлениях. Зернение доски даже формата А5 может занимать до четырех-шести и более часов. Постепенно форма приобретает однородную бархатистую фактуру, имеющую множество точечных барб. Частота гранильных вершин — 3-4 точки на погонный миллиметр поверхности. В результате поверхность доски приобретает однородную зернистую фактуру, состоящую из мелких углублений и острых вершин между ними.
Качество зернения проверяют, делая с доски пробный оттиск. В идеале он должен представлять собой сплошную черную плашку глубокого тона. Если на оттиске присутствуют серые пятна, то эти места на доске дополнительно обрабатывают качалкой.
Теоретически существует еще способ зернения поверхности травлением, как это делается в акватинте. Сначала травят доску для получения среднего зерна, промывают ее, наносят мелкозернистую акватинту и травят неглубоко. И уже по полученной поверхности шабером и гладилками выглаживают светлые места. Но при таком способе подготовки поверхности отсутствуют барбы, которые дают неповторимую бархатистость и глубину тона, свойственные классическому меццо-тинто. Да и сам способ получения фактуры кардинально различается. В акватинте фон создается белыми точками на черном фоне, в то время как в меццо-тинто гранильник создает черные точки на белом фоне. Опытный глаз легко заметит это отличие.
Вильям Шекспир. Сэмюэль Казинз. Меццо-тинто. 1849 г.
Интересный эффект можно получить при корневании пластин. По своему тону оттиск, снятый с таких пластин, напоминает черную манеру, но шероховатая поверхность быстро снашивается во время печати, позволяя снять очень ограниченное количество удовлетворительных оттисков.
Рисунок можно перевести на подготовленную доску с помощью серного цвета. Делается это так: изображение предварительно наносят на кальку, контур рисунка прокалывают иглой, накладывают кальку в таком виде на доску и сквозь мелкие проколотые дырочки контура присыпают серным цветом; после этого кальку осторожно снимают, а доску слегка подогревают на теплой плите; серный цвет от подогревания почернеет и пристанет плотно к доске, благодаря чему весь контур рисунка будет отчетливо выделяться на ней в виде ряда мелких черных точек.
На подготовленной таким способом доске начинают работать остро отточенной и хорошо полированной гладилкой или шабером от черного к белому тону путем постепенного сглаживания шероховатой поверхности в светлых и полутоновых местах гравируемого рисунка.
Можно гравировать «вчистую» — прямо по зернению, а можно перед началом работы зерненую доску набить масляной или литографской краской, чтобы лучше видеть изменения рисунка в процессе работы. Конечно же, по завершении работы или в случае достаточно длительного перерыва краску следует тщательно смывать.
В переводе с итальянского mezzo-tinto означает «полуокрашенный» — эта техника позволяет передавать тончайшие нюансы тона в зависимости от того, насколько выглажен тот или иной участок рисунка. Чем больше он выглажен или отполирован, тем меньше в этом месте задерживается краска и тем светлее будет тон на оттиске. Места, которые должны быть на оттиске абсолютно белыми, тщательно полируются гладилкой с маслом.
Если корешок слишком сильно срезан или выглажен, его фактуру можно восстановить с помощью повторного зернения качалкой. В особо сложных случаях может понадобиться выколачивание доски с последующим зернением.
Перед печатью доска тщательно промывается и сушится. Потом в подогретом состоянии набивается тонкотертой офортной краской. Набивать следует кожаным тампоном вертикальными движениями, ибо фактура зернения не выдерживает бокового давления. По этой же причине давление при печати надо добавлять очень осторожно.
В прошлом доски, гравированные в манере меццо-тинто, широко применялись для печатания цветных гравюр. Процесс печати заключался в том, что доску набивали с помощью тампонов разноцветными красками и снимали оттиск на станке, причем после каждого отпечатка доску промывали и снова раскрашивали вручную.
Продолжение следует
КомпьюАрт 5’2009
Офорт – это… Что такое Офорт?
Рембрандт. Проповедь Христа. Офорт, сухая игла, резец, 28,2 Х 39,5 см, 1648 г.Офорт (фр. eau-forte — азотная кислота, буквально — «крепкая вода»), также аквафорте (итал. acquaforte) — разновидность гравюры на металле, техника станковой графики глубокой печати, позволяющая получать оттиски с печатных форм («досок»), в процессе работы по созданию изображения на которых производится травление поверхности кислотами. Известен с начала XVI века. В технике офорта работали Альбрехт Дюрер, Жак Калло, Рембрандт и многие другие.
История
Первые датированные оттиски со стальных травлёных досок относятся к 1501—1507 годам — работы мастера из Аугсбурга Даниэля Хопфера. Приблизительно в это же время швейцарским резчиком и гравёром У. Графом было исполнено несколько офортов, самый известный из которых относится к 1513 году. В 1515—1518 годах Альбрехт Дюрер создал шесть офортов на стальных досках, в числе которых и его знаменитая «Большая пушка».
Техника
Для изготовления печатной формы металлическая пластина покрывается кислотоупорным лаком, на котором специальными инструментами процарапывается рисунок гравюры. Затем пластина помещается в кислоту, которая вытравливает металл в открытых от лака областях. После травления остальной лак снимается с пластины. Перед печатью на пластину наносится краска, а затем гладкая поверхность печатной формы очищается от неё, в результате чего краска задерживается только в протравленных углублениях. При печати эта краска из углублённых печатающих элементов переносится на бумагу. Таким образом, офорт является разновидностью глубокой печати.
Травлёный штрих — гравюра на металле, офортная манера, именуемая также штриховым, игловым, чистым, классическим или даже просто — офортом. Технологически является основной в этом виде станковой графики глубокой печати, поскольку даже за счёт сравнительно несложных подготовительных работ, выполнения рисунка на металлической доске достаточно простыми инструментами и, что основное — травления, эта техника в оттисках позволяет достигать очень ёмкого валёрного разнообразия, дающего, в свою очередь, богатые средства выразительности как по характеру линий, так и в фактурности, тональной глубине широкого диапазона.
Мастера офорта
См. также
- Офортные манеры
Литература
- Звонцов В., Шистко В. Офорт. Техника. История. СПб: Аврора, 2004 ISBN 5-7300-0712-5
Ссылки
О технике офорта Процесс изготовления офорта начинается со шлифовки медной (цинковой, железной) пластины нужного размера. Затем она покрывается слоем кислотоупорного лака со всех сторон. На лицевой стороне художник с помощью специальных инструментов процарапывает лак, воплощая будущую картину. Опускает пластину в раствор кислоты на необходимое время, следя пока кислота не углубит царапины на нужную глубину. Моет, сушит пластину, втирает специальную краску, и помещает на офортный станок. Сверху накладывает сырую бумагу (почти 100% хлопок) и производит давление с помощью валиков офортного станка. Смотрит на отпечаток (пробник) и затем процесс повторяется заново, пока мастер не достигнет воплощения задуманного. Количество пробников может достигать десятка экземпляров. Когда художник печатает офорт, то он берет бумагу значительно больше размеров самого офорта, оставляя поля бумаги для оформления в раму или обрамления в паспарту. Внизу, под самим отпечатком, на нижнем поле бумаги, он ставит надписи карандашом. Вначале пишется сигнатура, т.е. номер оттиска из возможного числа отпечатков тиража. Например – 2/100 означает, что это второй экземпляр из 100 возможных в этом тираже. Для особых случаев художник может поставить АР (авторская работа), это говорит о том, что отпечаток сделан с особым качеством, обычно такие экземпляры идут как выставочные. Далее ставится техника выполнения, например С3 – означает офорт. Если цветной офорт напечатан на нескольких досках, то пишется, например: цветной офорт, выполнен на 4 досках. Также указывается год печати и художник расписывается. На обратной стороне художник карандашом пишет свою фамилию, имя, отчество, название офорта, размеры и год изготовления Международные обозначения печатных техник (symbols of printmakingtechniques) C1 – резцовая гравюра (steel engraving) C2 – резцовая гравюра (cooper engraving) Виды гравюры на металле (железе, меди), в которой рисунок создается углублениями, выполненными специальными инструментами – штихелями. Возникла как украшение различных металлических изделий. Затем углубления стали заполнять цветными составами и печатать на бумаге. Для техники резцовой гравюры характерно вырезание линий, образующих параллельные ряды или сетку; за счет частоты и насыщенности штрихов передаются светотени. Известные мастера резцовой гравюры: А. Дюрер, Л. Лейденский, Н.Уткин, Ф.Толстой, Д.Митрохин и др. Трудоемкость и ограниченность в возможностях сделала ее использование, в основном, для создания географических карт, видов городов, иллюстраций, репродукций произведений искусства для изданий альбомного типа (увражей) C3 – офорт (etching) См. – О технике офорта C4 – сухая игла (drypoint) Эта техника проще офорта, не требует грунтовки и травления. Штрихи художник наносит на отполированную доску из металла гравировальной иглой. Пластину готовят также, как и для офорта: шлифуют и полируют, снимают кромки и закругляют углы. Основные инструменты: иглы, шабер, гладилка (воронило). Иглы должны быть очень твердые, но все равно их приходится часто затачивать. Вначале наносят рисунок графитным карандашом, а затем прорабатывают иглой. В зависимости от нажима и наклона иглы получаются углубления разной глубины и остаются заусенцы – барбамы. При печати краска заполняет углубления в доске и барбамы, создавая как бы объемное изображение штриху, дополняя его черноту. Отличие от офорта: художнику приходится прикладывать значительные усилия для получения глубоких штрихов, краску втирают не тампоном, а наносят кистью C5 – акватинта (aquatint) Акватинта – разновидность офорта, позволяющая создавать тональные плоскости в большом диапазоне. Оттиск похож на акварель. На печатную форму наносится канифольная или асфальтовая смола (пудра, порошок), которая не взаимодействует с кислотой. После нагревания формы, смола плавится, образуя покрытие через которое металл протравливается на разную глубину, что приводит при печати разные тональные плоскости, состоящие из мельчайших точек. Подбирая размеры зерен можно варьировать градацию тонов. Кроме того, можно механически воздействовать на поверхность формы, создавая дополнительные эффекты в изображении. Акватинту редко используют в чистом виде, обычно сочетают этот метод с сухой иглой и штрихом. Эта технология используется только мастерами с большим опытом работы и «своими» технологическими секретами C6 – мягкий лак (soft-ground etching) C7 – меццо-тинто (mezzotint) C8 – инкорель (inkorel) E – каллиграфия (calligraphy) L – литография (lithography) M – монотипия (monotypie) MT – смешанная техника (mixed technique) S1 – шелкография (silk screen) X1 – обрезная гравюра (woodcut) X2 – ксилография (wood engraving) X3 – katazome X4 – lead engraving X5 – zink engraving X6 – plastic engraving |
Офорт — сложнейшая техника живописи, при которой художник на медную пластину наносит кислотоупорный лак, затем иглой процарапывает слой лака по линиям будущего изображения до металла, и помещает пластину в раствор хлорного железа. За несколько раз получают желаемую градацию тонов. Покрывает пластину краской и помещает на офортный станок. На пластину накладывает влажную бумагу и под действием давления краска переходит на бумагу. “Капризы” технологии дают в распоряжение мастера-офортиста дополнительные средства художественной выразительности. На этом сайте Вы можете не только познакомиться с офортами известного художника-графика Владимира Зорина, а их уже более 130 работ, но и заказать любой в подарок, для украшения дома или для пополнения коллекции. Сканы всех офортов В.Зорина Галерея выборочных офортов Владимира Зорина: Офорт В. Зорина Офорт В.Зорина Офорт В.Зорина Офорт В. Зорина Офорт В. Зорина Офорт В.Зорина Офорт В.Зорина Офорт В. Зорина Офорт В. Зорина Офорт В.Зорина Офорт В.Зорина Офорт В.Зорина Офорт В.Зорина Офорт В.Зорина Офорт В.Зорина Офорт В.Зорина
|
Мастер-класс по офорту | Журнал Ярмарки Мастеров
Приглашаем на два дня погрузиться в мир изящной техники офорта и создать собственный шедевр! Техника офорта — редкий навык художника в наши дни, которым владели всем известные мастера — Дюрер и Хопфер, Ван Дейк и Пиранези, Гойя и Пикассо.
Чем будем заниматься
Процесс работы в технике офорта — тонкий и кропотливый. Для работы нужна мастерская-лаборатория с профессиональным оборудованием. Этот краткосрочный мастер-класс предлагает изучить и исследовать технику офорта с профессиональным художником.
Кому подойдет мастер-класс
Присоединиться к мастер-классу может любой желающий, в том числе без художественного образования. Гравюра получается у всех вне зависимости от уровня подготовки.
Чему Вы научитесь и с чем уйдете домой
Результатом Вашей работы станет медная доска с рисунком и неограниченное количество её оттисков. Вы можете заранее подготовить эскиз или продумать рисунок, над которым Вы хотите работать.
Расписание мастер-класса
День 1.
Теоретическая часть: Обзор техник эстампа. Краткая история офорта. Обзор офортных материалов, техник (сухая игла, акватинта, лавис, меццо-тинто, травленый штрих) и инструментов.
Практическая часть: Подготовка медной доски к работе, выбор рисунка. Нанесение выкрывного грунта и нанесение рисунка (зеркальный перенос и гравировка). Травление. Подготовка доски к печати.
День 2.
Теоретическая часть: Технологии печати (устройство офортного станка, подготовка бумаги, подготовка досок, «правила хорошего тона» при печати). Обзор красок для печати, принципы цветной печати в одну или несколько досок. Технология набивки доски. Подпись оттиска. Стоимость работы и способы повышения стоимости авторского оттиска.
Практическая часть: Работа с бумагой, подготовка бумаги для печати. Печать оттисков: черным, сепией и в цвете. Акварель и оттиски.
Материалы и инструменты
Все материалы и инструменты предоставляются и входят в стоимость мастер-класса. Если у Вас есть любимые инструменты, Вы можете захватить их с собой.
Участие и запись:
Для того, чтобы забронировать место на мероприятие, необходимо связаться со мной через личное сообщение.
Фотографии с прошлого мастер-класса:
Часть 2, автор Agaave на DeviantArt
Это часть 2 части статьи Introduction to Printing Techniques. Часть 1 представила техник рельефной печати, техник, линогравюру и ксилография. Это можно найти здесь.Эта вторая часть знакомит с глубокой печатью техниками, такими как коллаграфия, сухая игла и травление. Интаглио относится к методам печати, которые включают в себя надрезы на пластине, которые удерживают чернила при печати.Глубокая печать – прямая противоположность рельефной печати.
Collagraph
Collagraphy – это техника печати, при которой пластины-коллаграфы создаются путем наклеивания и приклеивания на пластину материалов, которые не сгибаются легко, например картона или дерева.
Печатник может использовать краску, клей, листья, песок, ткань или что-нибудь с текстурой, достаточно плоское, чтобы создать свою матрицу. Подумайте о коллаже! После того, как матрица будет закончена, ее следует покрыть лаком или акрилом для герметизации материалов.
: bigthumb167543131:
Результат печати коллаграфии называется коллаграфом . Он может быть напечатан как intaglio , где углубления пластины закрашены краской, или как Relief , что означает нанесение чернил на верхние поверхности. Можно использовать комбинацию глубокой печати и рельефа – коллаграфия – это очень открытый метод печати!
Drypoint
В методе drypoint художник вырезает прямо на металлической пластине (или другой подходящей поверхности) острым инструментом.Любой острый предмет можно использовать для вырезания линий, но есть также иглы, которые созданы специально для сухих точек.
Царапина не удаляет металл, а выбрасывает его вверх и образует выступ, который называется заусенец . Заусенец удерживает дополнительные чернила при печати, что может привести к появлению различных бархатистых или перистых линий, характерных для отпечатков сухих точек.
После вырезания пластина покрывается чернилами, затем протирается, оставляя необходимое количество чернил.Пропитанная и влажная бумага помещается на верхнюю часть пластины и затем пропускается через печатный станок. Не забывайте, что ваше изображение будет распечатано в обратном порядке.
Офорт
Офорт – это процесс создания отпечатков на металлической пластине, на которой в результате коррозионного воздействия кислоты вытравлен рисунок.
Металлическая пластина, обычно из меди, цинка или стали, сначала покрывается кислотостойкой восковой массой . После высыхания земли художник прорисовывает рисунок на пластине с помощью иглы для травления сквозь землю, обнажая металл.Затем пластину окунают в кислоту, которая выжигает поцарапанные незащищенные участки, создавая «укусы». Чем дольше пластина остается в кислоте или чем сильнее кислота, тем глубже становятся укусы.
Электрохимическая маркировка и травление – Cougartron
Что такое электрохимическая маркировка и как она работает?
Электрохимическая маркировка – это процесс, с помощью которого поверхности проводящего металла маркируются и маркируются с помощью электрического тока и мягких электролитических жидкостей .
Но как этот процесс соотносится с другими методами маркировки ?
Насколько постоянный является результатом электрохимической маркировки и почему этот важен для промышленного производства и хобби-проектов?
Ответы на эти вопросы и другую важную информацию об электрохимическом процессе можно найти ниже.
Маркировка и травление металла – есть ли разница?
Прежде чем сравнивать разные методы маркировки и оценивать их важность , мы должны сначала объяснить разницу между некоторыми терминами, которые часто используются одновременно для описания этого процесса.
Такие термины, как «маркировка» и « травление », часто используются как синонимы для описания двух аналогичных операций по маркировке металла.
Однако между этими двумя процессами есть небольшая, но существенная разница . Это следует учитывать при выборе подходящего оборудования для вашего приложения.
- Маркировка создает темный отпечаток на металлической поверхности без изменения ее верхнего слоя.Таким образом, потемневший цветовой тон поверхности – единственное изменение, которое происходит в результате этого процесса.
- При травлении на поверхности металла образуется небольшой надрез, и удаляет часть материала . Полученная марка имеет вид светлый / беловатый .
Подробнее о различиях между электрохимической маркировкой и травлением ЗДЕСЬ.
Почему важна постоянная маркировка металлических деталей и поверхностей?
Металлические детали и машины маркированы и выгравированы для отслеживания и улучшенного брендинга .Это включает логотипы , QR-коды, серийные номера, даты и другую информацию, относящуюся к промышленному производству.
Отслеживание и идентификация деталей также предписывается законом во все большем числе отраслей.
Маркировка металла также широко применяется при изготовлении ножей , лепке и других видах тонкого мастерства .
Если вы хотите узнать больше о значении электролитической маркировки в различных отраслях и секторах , мы рекомендуем нашу подробную статью ниже:
Применение электролитической маркировки и травления в различных отраслях промышленности – см., Где лучше всего подходит электрохимический процесс
Методы и техника маркировки / травления
Существует несколько различных методов маркировки и травления и техник, доступных профессионалам отрасли.Вот основные из них:
- ЛАЗЕРНАЯ МАРКИРОВКА И ТРАВЛЕНИЕ
Этот метод включает в себя излучение сфокусированных световых лучей искусственно усиленных для получения желаемых результатов на металлической поверхности.
Машины для лазерной маркировки и травления различаются по размеру и типу – Волокно, углекислый газ (CO 2 ) и ультрафиолет (УФ) – это лишь некоторые из вариаций.
Все они обеспечивают быстрые, четкие и стабильные результаты на металлических поверхностях. Однако вы также должны быть готовы к значительным капиталовложениям из-за высокой цены на большинство качественных моделей.
- DOT PEEN (ING) – это в первую очередь процесс гравировки, выполняемый с помощью специального стилуса , который создает на поверхности металла точечный узор / узор .
Щуп управляется пневматически или электромеханически.Метод точечного упрочнения в основном применяется на металлических поверхностях толщиной , где контакт со щупом не вызывает деформации.
Метод обеспечивает постоянные отметки, но не должен использоваться там, где ожидаются ясные и точные результаты.
Струйная маркировка – это процесс печати , который создает полуперманентных меток на металлической поверхности .
Чернила под давлением наносятся на поверхность через специальные сопла , которые контролируются и позиционируются точно для обеспечения надлежащих результатов маркировки с точки зрения разрешения и размера .
В зависимости от качества, машины для струйной маркировки дадут быстрые и приятные результаты. Однако напечатанные знаки склонны к выцветанию и не так долговечны, как знаки, полученные другими методами.
- ЭЛЕКТРОХИМИЧЕСКАЯ МАРКИРОВКА И ТРАВЛЕНИЕ
Электрохимическая маркировка и травление выполняется исключительно на проводящих металлических поверхностях.
Маркировочная головка используется для подачи слабого тока на металлическую поверхность через маркировочный трафарет / маску , пропитанный электролитной жидкостью .
Темная маркировка и Белое травление результаты достигаются путем переключения между Переменный (AC) и Постоянный (DC) электрический ток – и за счет использования соответствующего маркировочные трафареты.
По сравнению с другими методами, электролитическая маркировка / травление намного более гибкая и в основном выполняется с помощью портативного и доступного по цене оборудования.
Электрохимическая маркировка и травление особенно эффективны на поверхностях из нержавеющей стали .
Нержавеющая сталь широко используется в современной промышленности благодаря своим антикоррозийным свойствам и привлекательному внешнему виду. Детали машин, столовые приборы и кухонная техника – это лишь некоторые из наглядных примеров.
Электролитическое травление и маркировка обеспечит быстрые и четкие результаты деталей из нержавеющей стали и готовой продукции.№ Поверхность искажается даже на очень тонких металлических пластинах.
Процесс электрохимической маркировки / травления
Травление / маркировка на электрохимических станках чрезвычайно проста и состоит всего из нескольких коротких этапов:
- Трафаретная / маска для печати
- Подготовка поверхности (быстрая очистка)
- Нанесение жидкости и позиционирование трафарета
- Фактическая маркировка / травление с помощью электродной головки
- Нейтрализация поверхности после маркировки / травления
Как правильно выбрать оборудование для маркировки и травления?
При выборе оборудования для маркировки и травления необходимо учитывать несколько важных факторов:
- Переносимость оборудования и использование – Вам потребуется переносная машина , которую можно легко перемещать и использовать на месте ?
- Тип материала – Вам нужно маркировать / протравливать только металл ?
- Стоимость – Сколько денег вы готовы вложить в оборудование?
- Функциональные возможности – Вам нужно протравить, маркировать или и то, и другое ?
- Качество – Желательны ли результаты маркировки и травления с высоким разрешением в вашей сфере деятельности?
- Скорость – Является ли скорость важным фактором для вашего производства?
Вот обзор различных типов оборудования для маркировки и травления с наиболее выдающимися характеристиками.
Электромаркирующие и травильные машины идеально подходят для мастерских, где дополнительное рабочее пространство и повышенная гибкость абсолютно необходимы.
Портативные и легкие – электрохимические системы можно легко перемещать в цехе и даже использовать на месте там, где это необходимо.
Процесс обеспечивает быстрых, четких и высококачественных результатов на проводящих металлических поверхностях, особенно на нержавеющей стали .
Рекомендуемое оборудование для электрохимической маркировки и травления
Маркировочные машины
MK12 Маркировочно-травильный станок
MK12 – это легкая портативная электрохимическая система, предназначенная для быстрой, безопасной и неразрушающей маркировки / травления металла.
Машина весит всего 5,47 фунта и поставляется в практичном кейсе для переноски – идеально подходит для работы в дороге.
MK12 отлично подходит для постоянной маркировки и вытравливания логотипов, номеров моделей, кодов и названий на всех ваших металлических деталях и компонентах.
См. Содержимое стартового пакета MK12 здесь.
Cougartron MK612 Маркировочно-травильный станок
MK612 – это наша новая маркировочная машина, предназначенная для маркировки больших металлических поверхностей без потери однородности цвета.
Аппарат обеспечивает быстрые, однородные и стабильные результаты благодаря инновационной технологии переменного напряжения .
Набор для травления Cougartron Basic
Машины Cougartron зарекомендовали себя как быстрые и надежные системы для очистки и пассивации сварных швов.
Однако – с добавлением маркировочной головки и специализированных расходных материалов – наши машины могут быть преобразованы в мощные маркировочные и травильные установки .
Посмотрите, как это работает, на видео ниже:
ПРИМЕЧАНИЕ. Если у вас есть машина ProPlus, приобретенная до декабря 2019 г., для маркировки потребуется специальный набор для травления ProPlus. Все новые блоки ProPlus (проданные после ноября 2019 г.) совместимы с базовым набором для травления.
Все компоненты базового набора для травления удобно упакованы в узнаваемый футляр для переноски для работы в дороге.
СМОТРЕТЬ СОДЕРЖАНИЕ БАЗОВОГО НАБОРА ДЛЯ МАРКИРОВКИ / ТРАВЛЕНИЯ | СМОТРЕТЬ НАШИ ОЧИСТИТЕЛИ ДЛЯ СВАРКИ ЗДЕСЬ
Маркировочные / травильные трафареты и принтеры
TTP-245C Термопринтер с установленным резаком
Этот высокопроизводительный термопринтер позволяет печатать этикетки шириной 4 дюйма со скоростью 6 дюймов в секунду (дюймов в секунду).
Ethernet и USB-подключение включены.
PT-D600VP Принтер для этикеток Brother
PT-D600VP – быстрый и надежный принтер для одноразовых пользовательских трафаретов 0,7–0,9 дюйма. Используйте полноцветный дисплей и удобное программное обеспечение, чтобы легко подготовить трафареты с логотипом и QR-кодом для ваших металлических деталей и компонентов.
PT-H500 Портативный принтер для этикеток Brother
Brother PT-H500 – это практичный портативный принтер , предназначенный для производства этикеток и трафаретов для электрохимической маркировки и травления.
PT-800W Принтер для этикеток Brother
PT-800W создает четкие трафареты с разрешением 360 точек на дюйм с удивительной скоростью 2,36 дюйма в секунду. В принтере есть удобное и понятное ключевое слово для более эффективной работы.
USB и Wi-Fi подключение, поэтому вы можете печатать трафареты прямо с вашего ПК / ноутбука или интеллектуальных устройств.
Многоразовые трафареты многоразового использования
Трафареты для электрохимической маркировки / травления обычно утилизируются после одноразового использования.Это потому, что они содержат информацию, уникальную для той металлической детали, на которой они используются. Серийный номер – лишь один из примеров.
Однако, если вам необходимо маркировать сотни металлических деталей стандартизированным дизайном и информацией – Cougartron может предоставить прочные трафареты, которые можно использовать до 2000 раз.
Трафареты с высоким разрешением изготавливаются в соответствии с вашими требованиями к индивидуальному дизайну и проекту .
травление основных металлов
В целом видео были хорошими, но есть несколько вещей, которые сделают травление более успешным.Я травлю украшения несколько лет, и этим занимаюсь.Сначала после того, как я натер металл абразивным материалом (стальная вата или губки 3M), я помещаю его на кофейный фильтр. Они не имеют ворса, и даже хлопковые волокна не позволят резисту прилипнуть должным образом.
Второй. Я беру еще один кофейный фильтр, окунаю его в денатурированный спирт и протираю им поверхность, которую нужно протравить, пока она не станет чистой до скрипов. С этого момента НИКОГДА НЕ ПРИКАСАЙТЕСЬ ПОВЕРХНОСТИ ТРАВЛЕНИЯ ПАЛЬЦАМИ.Масла на пальцах не позволят резисту правильно прилегать к металлу. С этого момента обрабатывайте его ТОЛЬКО по краям. Также масла могут образовывать резист, и вы не получите чистого травления.
Я также использую изоленту вместо упаковочной ленты. Он держится, пока вы его не снимете, и работает лучше, чем упаковочная лента.
У меня есть большой пластиковый лоток, на который я ставлю емкость для травления. Я купил небольшой пластиковый аквариумный насос и прикрепил его к одному концу лотка на липучке.Затем, когда я перехожу к травлению, я прижимаю пустой контейнер для травления к насосу с помощью клейкой ленты. Я добавляю травильный раствор и включаю насос. Вибрация автоматически заставляет протравленный металл выпадать из детали и дает более чистое травление. Это также ускоряет процесс травления. Обычно мне не нужно травить основной металл дольше 20 минут. Добавление чайной ложки порошка лимонной кислоты (из магазина здоровой пищи или аптеки) в травитель также значительно ускоряет его работу.
Возьмите пенопласт толщиной 1 дюйм и разрежьте его на кусочки размером 2×2 дюйма с помощью ножа.Также вам понадобится двусторонний скотч. После того, как вы подготовили изделие для травления, приклейте его обратной стороной к пеноматериалу с помощью двусторонней ленты, чтобы изделие могло плавать в травителе. Убедитесь, что на поверхности нет пузырьков воздуха, когда вы помещаете деталь в травитель лицевой стороной вниз. Тогда вам не нужно подвешивать кусок к контейнеру.
Травление Травление Определения Изотропное травление: одинаково во всех направлениях Анизотропное травление: чувствительно к направлению Селективность: разница в скорости травления между
III.Влажное и сухое травление
III. Метод влажного и сухого травления Окружающая среда и преимущества оборудования Недостаток Направленность Влажные химические растворы Атмосфера, ванна 1) Низкая стоимость, простота реализации 2) Высокая скорость травления 3) Хорошая селективность
Дополнительная информацияЛегирование полупроводников. Si солнечная батарея
Легирование полупроводников Si солнечный элемент Два уровня масок – фоторезист, выравнивание Травление и окисление для изоляции термического оксида, осажденного оксида, влажное травление, сухое травление, схемы изоляции Легирование – диффузия / ион
Дополнительная информацияСолнечные фотоэлектрические (PV) элементы
Солнечные фотоэлектрические (ФЭ) элементы Тема дополнения к: Микрооптические датчики Mi ti l S – МЭМС для производства электроэнергии Наука о кремниевых фотоэлементах Научная база для солнечной фотоэлектрической генерации электроэнергии
Дополнительная информацияEE-527: MicroFabrication
EE-527: Краткое описание влажного травления MicroFabrication Изотропное травление Si Анизотропное травление Si Анизотропное травление GaAs Изотропное травление SiO 2, Al и Cr Общие характеристики мокрого химического травления Selective
Дополнительная информацияПРИМЕЧАНИЕ ПО ПРИМЕНЕНИЮ AN900
ПРИМЕЧАНИЕ ПО ПРИМЕНЕНИЮ AN900 ВВЕДЕНИЕ В ТЕХНОЛОГИЮ ПОЛУПРОВОДНИКОВ ВВЕДЕНИЕ Отделом микроконтроллеров. Приложения Интегральная схема – это небольшое, но сложное устройство, реализующее несколько электронных схем
Дополнительная информацияДоработана: 6 июня 2007 г.
Изотропное травление кремния с использованием HF / азотной / уксусной кислоты (HNA) Стандартная рабочая процедура Руководитель факультета: проф.Роберт Уайт, Машиностроение (x72210) Отдел безопасности: Питер Новак x73246 (Всего
Дополнительная информацияКак имплантировать отжиговый ионный пучок
ROCHESTER INSTITUTE OF TECHNOLOGY MICROELECTRONIC ENGINEERING MEMS Ion Implant Веб-страница доктора Линн Фуллер: http://people.rit.edu/lffeee Электротехническая и микроэлектронная инженерия Рочестерский технологический институт
Дополнительная информацияПрезентации для аспирантов
Презентации для аспирантов Данг, упаковка чипа Хуонг 27 марта Звонок, Натан Тонкопленочные транзисторы / жидкокристаллические дисплеи 4 апреля Фельдман, Ари Оптические вычисления 11 апреля Герассио, Ян Самосборка
Дополнительная информацияКАРБИД С ПОКРЫТИЕМ.Банка. Al 2 O 3
КАРБИД С ПОКРЫТИЕМ ОБЩАЯ ИНФОРМАЦИЯ CVD = Марки с покрытием химическим осаждением из паровой фазы GC2015, GC2025, GC2135, GC235, GC3005, GC3015, GC3020, GC3025, GC3115, GC4015, GC4025, GC4035, S05F и CD1810. ПВД =
Дополнительная информацияГлава 7-1. Определение ALD
Глава 7-1 Атомно-слоистое осаждение (ALD) Определение ALD Краткая история процесса ALD ALD-процесс и оборудование Приложения ALD 1 Определение ALD ALD – это метод нанесения тонких пленок на различные подложки
Дополнительная информацияOLED-дисплей.Инь Цао
OLED-дисплей Ин Цао Краткое описание основ OLED-дисплея OLED-дисплей Новый метод изготовления гибких OLED-дисплеев Возможности OLED-дисплеев Подходит для тонких, легких, пригодных для печати дисплеев Широкий диапазон цветов Хорошо
Дополнительная информацияПримечание по применению процесса сухого травления
G-106-0405 Методика сухого травления Примечание Применение процесса травления nthony Ricci Обзор процесса травления В процессе травления удаляются выбранные области с подложек пластин.Использовались два типа травления
Дополнительная информацияРавновесия с участием кислот и оснований
Неделя 9 Равновесие с участием кислот и оснований Кислые и основные растворы Самоионизация воды В результате реакции с самой собой: концентрация воды в водных растворах практически постоянна и составляет около
Дополнительная информацияОбзор осаждения для микросистем
Обзор осаждения для Microsytems Deposition PK Activity Терминология Руководство участника www.scme-nm.org Обзор депонирования для микросистем Основные знания Руководство участника Описание и оценка
Дополнительная информацияКРИСТАЛЛИЧЕСКИЕ ДЕФЕКТЫ: Точечные дефекты
КРИСТАЛЛИЧЕСКИЕ ДЕФЕКТЫ: Точечные дефекты Рис. 10.15. Точечные дефекты. (а) Замещающая примесь. (б) примеси внедрения. (c) Вакансия в решетке. (г) Дефект Френкельтипа. 9 10/11/004 Ettore Vittone – Fisica dei Semiconduttori
Дополнительная информацияСпектроскопическая эллипсометрия:
Спектроскопический: что это такое, что он будет делать и чего не будет делать Харланд Г.Tompkins Введение Основы Анатомия эллипсометрического спектра Анализ эллипсометрического спектра Возможности
Дополнительная информацияПРИЛОЖЕНИЕ B: УПРАЖНЕНИЯ
ХИМИЧЕСКАЯ ЛАБОРАТОРИЯ ЗДАНИЯ ПРИЛОЖЕНИЕ B: УПРАЖНЕНИЯ Молекулярная масса, моль и массовый процент Относительная атомная и молекулярная масса Относительная атомная масса (A r) – это константа, которая выражает отношение
Дополнительная информацияКоррозия меди в воде
Коррозия меди в воде Дигби Д.Макдональд Центр электрохимических наук и технологий Департамент материаловедения и инженерии Государственный университет Пенсильвании 209 Steidle Bldg University
Дополнительная информацияОЧИСТКА RCA ДЛЯ 2 ВАФЕЙ
Разрешенные химикаты: Nh5OH (гидроксид аммония), h3O2 (перекись водорода) HCl (соляная кислота) HF (плавиковая кислота) Рецепт: ОЧИСТКА RCA ДЛЯ 2 ВАФЕЛЬ Приготовление 2% HF: 192 мл деионизированной воды + 8 мл (49%) HF .
Дополнительная информацияTAIYO PSR-4000 AUS703
TAIYO PSR-4000 AUS703 ЖИДКАЯ ФОТОИЗОБРАЖАЕМАЯ МАСКА ДЛЯ ПРИГОТОВЛЕНИЯ Разработана для применения в упаковке с перевернутыми чипами Без галогенов (300 частей на миллион) Отличная термостойкость и устойчивость к трещинам Низкое водопоглощение Соответствует RoHS Отлично
Дополнительная информацияЛАЗЕРНАЯ РЕЗКА НЕРЖАВЕЮЩЕЙ СТАЛИ
ЛАЗЕРНАЯ РЕЗКА НЕРЖАВЕЮЩЕЙ СТАЛИ Лазерная резка в среде инертного газа является наиболее применимым методом резки нержавеющей стали.Лазерная кислородная резка применяется также в тех случаях, когда поверхность реза окисляется
Дополнительная информацияЭксперимент 8: синтез аспирина.
Эксперимент 8 Синтез аспирина Аспирин является эффективным анальгетиком (болеутоляющим), жаропонижающим (жаропонижающим) и противовоспалительным средством и является одним из наиболее широко используемых безрецептурных препаратов. Модель
Дополнительная информацияРезисты, проявители и ремуверы
Резисты, проявители и средства для удаления Пересмотрено: 20131107 Источник: www.microchemicals.com/downloads/application_notes.html Положительное, отрицательное и сопротивление переворачиванию изображения Положительное сопротивление сопротивляется положительному … отрицательному …
Дополнительная информацияПериодическая таблица, валентность и формула
Периодическая таблица, валентность и формула Происхождение периодической таблицы Мендельев в 1869 году предположил, что существует связь между химическими свойствами элементов и их атомными массами. Он заметил
Дополнительная информацияПроцесс фотолитографического травления.| Трансене
ОПИСАНИЕ:
Тонкопленочные травители используются для получения селективного травления пленок золота, никеля, хрома и нихрома при фотоизготовлении микроэлектронных схем. Эти травители, используемые в сочетании с технологией фоторезиста, образуют точные электроды и рисунки резисторов в тонких пленках, приготовленных на подложках из оксида алюминия. Тонкопленочные травители
– это растворы, работающие при комнатной температуре. Эти травители совместимы как с негативными, так и с позитивными фоторезистами и обеспечивают отличную четкость линий.
Процесс травления тонкой пленки
Тонкие пленки получают на подложке из оксида алюминия путем испарения или распыления. Толщина пленки поддерживается постоянной для точного контроля параметров схемы. Следующие данные являются типичными:
| ЭЛЕМЕНТ | ПРОЦЕСС РАСПЫЛЕНИЯ | ПРОЦЕСС ИСПАРЕНИЯ |
| Хромовый резистор | —————————————– | 200Å – 1000Å |
| Нихромовый резистор | 200Å | 200Å |
| Никелевый проводник | 1500Å | 5-50 м в дюймах |
| Золотой проводник | 5000Å | 50-150 м дюймы |
| Примечание-золото часто гальванизируется: никель может быть нанесен химическим способом. |
Рисунок фоторезиста проявляется по всей металлизированной тонкой пленке. Затем золото избирательно травится с последующим травлением никеля для образования проводящих элементов. Фоторезист удаляется, и для резисторов создается новый рисунок фоторезиста. Элементы резистора образованы травлением хрома или нихрома. Значения сопротивления до 100 К с токопроводящими выводами достигаются за счет правильной последовательности проявленных рисунков фоторезиста и селективного травления.Выбор фоторезиста и подробная информация о процессе травления содержится в специальных инструкциях.
СВОЙСТВА ТОНКОПЛЕНОЧНЫХ ТРАВЛОВ
| ЭТЧАНТ | СКОРОСТЬ ТРАВЛЕНИЯ / СЕК. | ЕМКОСТЬ ТРАВЛЕНИЯ GM / GAL. |
| Золото, TFA | 28 Å (25 ° C) | 100 |
| Никель, TFB | 30 Å (25 ° С) | 270 |
| Никель, нанесенный химическим способом, TFG | 50 Å (40 ° С) | – |
| Нихром, TFC * | 20 Å (25 ° C) | 168 |
| Нихром, ТФН | 50 Å (40 ° С) | – |
| Хром, TFD | 20 Å (40 ° С) | 145 |
| Хром, 1020 | 40 Å (40 ° С) | – |
* 1% Серную кислоту в воде следует использовать в качестве начального ополаскивания с последующим ополаскиванием водой.
ИНСТРУКЦИЯ
ТОНКИЕ ПЛЕНКИ ТРАВЛЕНИЯ – ТИП TFA, TFB, TFC, TFD
В микроэлектронике обычно используется плата резистора с тремя пленками металлизации: золотой проводящей пленкой, никелевой проводящей пленкой и резистивной пленкой из хрома или нихрома. Эти пленки наносят на керамическую пластину из оксида алюминия (Al 2 O 3 ) гальваническим способом, испарением, распылением или химическими методами. Толщина пленки зависит от техники металлизации и нанесения.После нанесения соответствующего резиста и проявления изображения микросхемы изготавливаются путем избирательного травления пленок платы резисторов. Высокоселективное травление с контролируемой скоростью и высокая совместимость с фоторезистами являются необходимыми характеристиками травителя. Именно благодаря этим свойствам тонкопленочные травители Transene наиболее полезны.
ТИПОВЫЕ КОНСТРУКЦИИ
| Золото | Золото |
| Никель | Никель |
| Нихром | Хром |
| Глинозем | Глинозем |
ТОЛЩИНА ПЛЕНКИ
| ПЛЕНКИ | ПРОЦЕСС РАСПЫЛЕНИЯ | ИСПАРИТЕЛЬНЫЙ ПРОЦЕСС |
| НИХРОМОВЫЙ РЕЗИСТОР | 200 Å | 200 Å |
| ХРОМ РЕЗИСТОР | – | 200 Å – 1000 Å |
| НИКЕЛЬ ПРОВОДНИК | 1500 Å | 5-50 м ДЮЙМЫ |
| ЗОЛОТОЙ ПРОВОДНИК | 5000 Å | 50 – 150 м ДЮЙМЫ |
ОПИСАНИЕ ПРОЦЕССА ТОНКОЙ ПЛЕНКИ
И.Процесс фоторезиста для выкройки проводников:
- Выбрать фоторезист
- Очистить плату резистора
- Нанести фоторезист
- Выпечка
- Разоблачить
- Разработка
- Выпечка после выпечки
- Etch Gold
- Этч Никель
- Устранение сопротивления
II. Процесс фоторезиста для рисунков резиста
- Нанести фоторезист
- Выпечка
- Разоблачить
- Разработка
- Выпечка после выпечки
- Пленка резистора травления
(A) Протравливание нихрома
(B) Протравливание хрома - Strip Off Resist Отрезать сопротивление
Процесс травления тонкой пленки
III.Процесс фоторезиста для выкройки проводников
- Выбор фоторезиста
Рекомендуемые фоторезисты: AZ-111, AZ-1350OH и KMER. Однако при химическом травлении никеля более настоятельно рекомендуются AZ-111 или AZ-1350OH. - Очистка платы резисторов
Погрузите подложки в кипящий трихлорэтилен (транзисторный) на 4 минуты. Высушите с помощью фильтрованного воздуха или азота. Затем выпекайте при 110 ° C в течение 30 минут. - Нанесение фоторезиста
Нанесите фоторезист методом вихревой обработки с соответствующей скоростью. - Выпечка
Выпекайте слой фоторезиста при 110 ° C в течение 5 минут - Экспонирование фоторезиста
Замаскируйте слой фоторезиста рисунком проводника и экспонируйте в течение 5-50 секунд под воздействием УФ-источника света, такого как угольная дуга, пары ртути или импульсная ксеноновая лампа. Оптимальную экспозицию нужно определять экспериментально. - Проявление
Погрузите слой фоторезиста в соответствующий проявитель на необходимое время. Промойте в проточной воде и высушите фильтрованным воздухом. - Последующее выпекание
Для AZ-111 и AZ-1350OH, последующее выпекание при 90–110 ° C в течение 8 минут. Фоторезист KMER необходимо подвергнуть последующему отжигу при 120 ° C в течение 5-10 минут. - Etching Gold
Gold Etchant TFA протравливает со скоростью 28 Å / сек при 25 ° C. Рассчитайте оптимальное время травления для определенной толщины золотой пленки. Например, для напыленного слоя золота 5000 Å типичное время травления будет 3 минуты. Погрузите плату в травильный раствор с правильным перемешиванием на нужное время.Когда травление будет завершено, промойте проточной водой. - Травление Никель
Если никель был нанесен путем испарения или распыления, травитель можно использовать при комнатной температуре. При 25 ° C скорость травления составляет 30 Å / сек. Рассчитайте оптимальное время травления для толщины травимой пленки. Типичное время травления составляет одну минуту. Если на никель нанесено химическое покрытие, травление лучше всего проводить при повышенной температуре 40 ° C, и рекомендуются фоторезисты AZ-111 или AZ-1350OH.При 40 ° C скорость травления составляет 53 Å / сек, что дает типичное время травления 4 минуты. Погрузите доску в средство для травления никеля TFB на нужное время. По окончании травления промойте в проточной воде. - Удаление резиста
Удалите фоторезист с помощью специальных приспособлений для очистки, принудительно высушите плату фильтрованным воздухом. - Процесс фоторезиста для образцов резисторов.
- Повторное покрытие фоторезиста: Нанесите фоторезист вихревым способом с соответствующей скоростью.
- Выпечка: Выпекайте слой фоторезиста при 110 ° C в течение 5 минут.
- Экспонирующий фоторезист: замаскируйте фоторезист резистивным рисунком и подвергните воздействию УФ-источника света.
- Разработка: То же
- После выпечки: То же
- Etchin
Услуги фотоотравления | Обзор процесса фото травления
Процесс химического травления
Как работает химическое травление?
Процесс химического травления заключается в «печати» дизайна компонента на фоторезисте, который наклеивается на металл.Непечатанные участки фоторезиста удаляются, обнажая металл, который впоследствии протравливается.
Щелкните ниже, чтобы просмотреть пошаговое руководство по каждому этапу процесса химического травления.
Фототравлению можно подвергнуть практически все металлы. Precision Micro имеет на складе более 2000 типов металлов толщиной от 0.010 мм – 1,5 мм и размеры листов до 600 мм x 1500 мм.
Выбранный материал химически очищается и обезжиривается от мусора, парафина и масел для прокатки.
Фоточувствительный резист наносится на лист в условиях чистоты класса 10 000 с использованием автоматического ламинирования отдельных листов.Мы разработали этот процесс для улучшения адгезии, что необходимо для компонентов с высокой повторяемостью и без дефектов.
При использовании лазерной прямой визуализации (LDI), технологии, более точной, чем традиционные фотоинструменты, дизайн компонентов переносится на фоторезист путем воздействия на лист ультрафиолетового (УФ) света.
Неэкспонированный резист удален, чтобы обнажить необработанный металл. Оставшийся фоторезист, закаленный УФ-светом, защитит компонент во время травления.
Etch-chemistry распыляется на проявленный лист.Время травления определяется опытным специалистом по травлению с использованием переменных, включая тип металла, марку, толщину и размер. Специалисты по травлению Precision Micro обладают как минимум пятилетним опытом работы, знаниями, необходимыми для работы с широким спектром поставляемых нами металлов.
Оставшийся фоторезист удаляется с листа, чтобы обнажить протравленный компонент.
Компонент подвергается визуальному контролю и контролю размеров. Precision Micro гарантирует уровни повторяемости, приближающиеся к стандарту «Шесть сигм», при поддержке лучшего в своем классе собственного метрологического центра.
Precision Micro сочетает фототравление с формованием и финишной обработкой на собственном предприятии, предлагая поставку трехмерных, полированных, склеенных и плакированных компонентов из одного источника.